Introduction
I remember standing on a noisy shop floor, coffee in hand, watching a part come off the machine and thinking—this could be better. In many shops I visit, CNC milling and turning centers hum side by side, producing batches by the dozen, and yet scrap rates and setup times tell a different story (yes, real numbers: up to 12% rework in some small shops). What do we do when machines look modern but performance lags behind expectations? This piece will walk through that question step by step, lah—so you know what to look for next.
Hidden Flaws in Traditional Solutions
When I probe into old workflows, the first thing I check is whether the team relies too heavily on single-purpose machines. Poor flexibility shows up fast: transfer time between lathe and mill, repeated fixturing, and mismatched cycle times. A common trap is expecting a classic lathe and a separate mill to match the throughput of a combined system—yet they often cannot without extra labor and scheduling overhead. Early on I started recommending a cnc mill turn center when a shop needed both precision turning and milling in one setup. The advantages are clear: reduced setups, fewer tool changes, and less part handling. But let me be frank—implementing them poorly still leaves problems: incorrect toolpaths, weak fixturing, or underpowered spindles can nullify the benefit. Spindle selection, turret layout, and Y-axis capacity all matter. I’ve seen shops buy a capable machine and then underutilize its CAM features because programmers were not trained—so the gains never arrive. Look, it’s simpler than you think: train the team, then tune the machine.
Why do these flaws persist?
Often it’s a mix of habits and cost focus. Managers push for lower CAPEX and accept aftermarket fixes. Operators adapt with manual workarounds (jigs and temporary fixtures). Meanwhile, G-code routines grow messy. I advise auditing toolchanger times and cycle bottlenecks first—fixes here yield immediate wins. Also check coolant delivery and chip evacuation; small things, but they break cycles fast. — funny how that works, right?
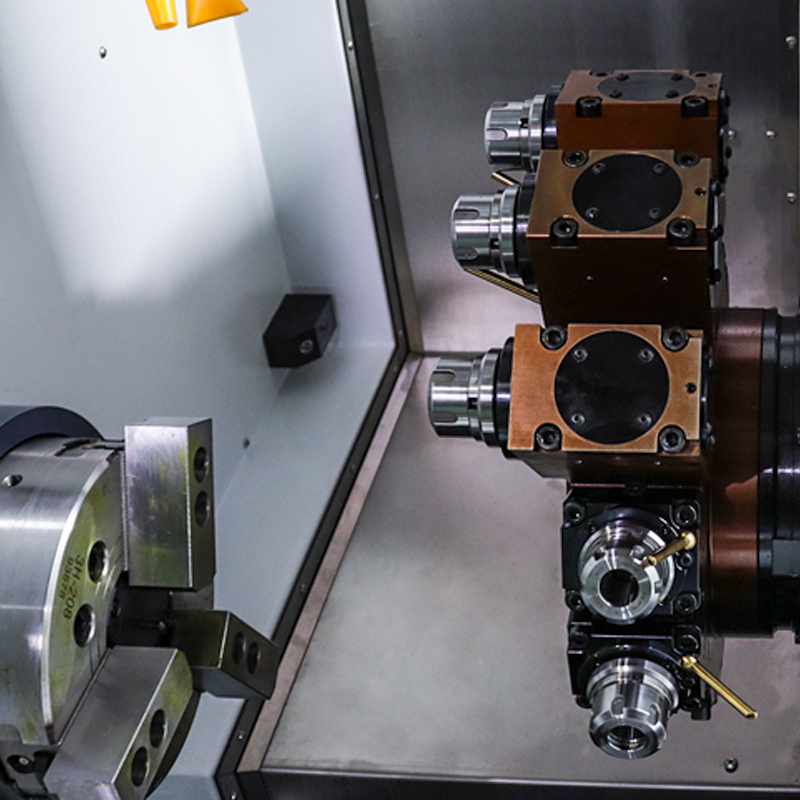
New Technology Principles for Multi-Function Workflows
Looking ahead, the smartest shops I work with adopt principles rather than gadgets. They prioritize integrated toolpaths, automated workholding, and predictive maintenance. These are the pillars that make multi tasking cnc machine tools pay off. For example, synchronized turret control and advanced CAM strategies reduce idle spindle time. We set up simulations before live runs, and I insist on validating coolant and chip flow in the CAM—do not skip this. Thermal growth, backlash in axes, and poor tool offsets will bite you later; addressing them early saves hours of rework. The principle is simple: design the process around the machine’s strengths, not the other way round.
Real-world impact — what changes?
In practice, shops moving to these principles see measurable improvements: shorter lead times, fewer tool changes, and better surface finish consistency. I worked with a mid-size shop that cut setup time by nearly 35% after integrating multi-tasking operations and reworking their fixturing approach. Training mattered more than the highest-end spindle. Also—small aside—communication between programmer and operator improved the fastest, and that human factor matters a lot.

Three Metrics I Use to Evaluate Options
To close, let me give three concrete metrics I use when advising teams. First: setup-to-cycle ratio—measure average setup minutes per part versus run time; lower is better. Second: toolchange and idle time percentage—if your spindle is waiting more than 10% of a job, rethink the process. Third: tolerance yield—track how many parts meet spec on first pass. These three tell you where waste sits. Use them to compare machines, not just spec sheets. I recommend running a two-week test with real parts before committing. If you do that, you’ll see the real performance—not just promise.
When I sign off from consultations, I usually recommend vendors who combine practical support with robust manuals—because machines are tools, but people make them sing. For reliable multi-tasking platforms and honest support, check out Leichman.